
智能制造之数字化转型核心——MES/MOM落地
2023-01-03 来源:新工业网
导语:本文将结合多个智能工厂成功落地的经验对紧耦合 MESMOM 落地进行论述期望能为制造业数字化转型成功贡献一份力量
1 引言
第一次工业革命打开了工业发展的大门,制造业逐步登上实体经济的舞台,成为各国的经济基础。随着WTO 成员国的增多,全球贸易既刺激了经济的大发展,又带来了巨大的竞争。社会的发展和需求促进了几次工业革命先后到来,为了在新的竞争中占据优势,各国结合本国国情制定了以“智能制造”为主题的国家战略,如美国《先进制造业国家战略计划》、德国《工业 4.0 战略实施建议》、法国《“新工业法国”战略》、日本《制造业白皮书》、英国《英国制造业 2050》、中国《中国制造 2025》等。
通过智能制造可以打通制造业各个环节的业务、数据,为各环节赋能,其中数字化转型是其中最基本、最重要的路径。在疫情影响下,数字化作为企业增长新动力的价值也日益凸显。
2 数字化整体架构
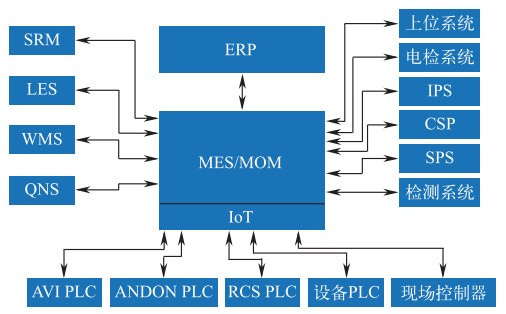
MES 的概念最早见于 ISA-95,后随着发展将此概念改为 MOM。MES/MOM 涉及面较广,需要认识到其不是一套纯软件,否则可能导致实施方向变化,达不到预期效果。MES/MOM 从应用的耦合度来看有松耦合、紧耦合之分:松耦合 MES/MOM 主要为数据层面的集成应用,因项目复杂度低、展示效果较佳而成为供应商的主流实施方向;紧耦合 MES/MOM 与现场数字生产设备进行集成,参与设备的控制,是实现“自动化做执行,信息化做决策”的智能工厂的必要途径。本文结合多个智能工厂(汽车主机厂、化纤工厂)数字化转型的经验,对紧耦合 MES/MOM 落地进行介绍。数字化整体架构如图 1 所示。
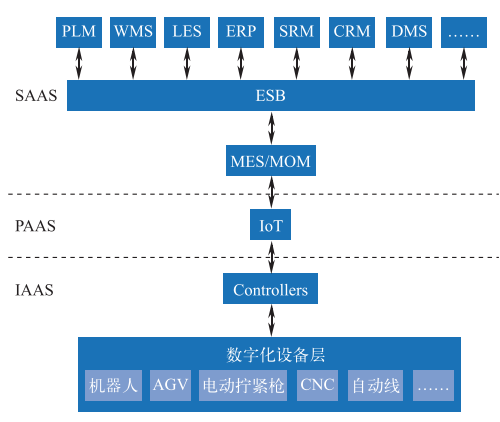
图1 数字化整体架构
1)IAAS 层。难点在于数字化设备品种较多,通信协议多,且存在部分国外垄断设备,融合难度大。稳定的工业网络是现场数字化融合的基石,主网络可采用光纤环网设计,子网络可融合 5G,同时考虑留有适量的余量或扩展接口,方便后续设备的快速接入。在此层控制器程序设计时根据产品、业务需求设计合理的 UDT,统一的 UDT 也便于引用与灵活配置。程序结构设计时引入MapReduce 的思路与技术,轻松实现自动化层的高并发处理。
2)PAAS 层。IoT 层实现 IT 与自动化之间数据自由交互。该层难点在于现场各设备厂家通信协议众多并存(如TCP/IP、S7、Profibus-DP、PROFINET、CC-Link 等),甚至部分专有、进口设备由于厂家垄断,被封锁通信协议。目前 IoT 主流方案以采用商业 OPC 软件(含各厂家驱动)为主,少部分通信接口开发。IoT 层在 Controllers与 MES/MOM 发生高并发时,要保证信息的完整性、及时性,可采用 MQ。
3)SAAS 层。首先要实现企业现存的 IT 系统之间的融合,实现研发、经营的数字化,系统众多的情况下,开发相应的接口难度较大,可采用 ESB 实现。对于在整个数字化转型中起到“承上启下”的紧耦合 MES/MOM,需遵循“一一对应,有求必应”的原则。
“有求必应”:现场控制层发起一次请求后,MES/MOM 必须在一定的时间内有响应,控制器据此控制设备动作与否,避免没有响应导致设备出现“该开不开,该停不停”(“该开不开”:如离散行业输送线未接收到继续运行的响应会导致停线事故,影响生产节拍;如流程行业搅拌器未及时接受到动作指令会导致整釜浆料质量不合格而废弃。“该停不停”:如汽车输送线因出现质量事故需停线,未及时接收到停止指令会导致车辆、车门队列错乱,增加生产成本)。
对于系统建设建议要遵循“二八原则”:20% 是正常的业务流程,80% 是各种异常情况的处理,异常处理机制决定了系统的稳定性、鲁棒性,也是系统设计水平高低的体现。紧耦合 MES/MOM 的成功落地建议遵循“4321 原则”:花费 40% 的成本(人力、时间等)进行业务调研、业务梳理、技术选型、架构设计、蓝图设计、FDS 等,花费 30% 的成本进行功能模块开发、模块标准化等,花费 20% 的成本进行正常测试、异常测试、压力测试等,正式上线运行后花费 10% 的成本进行日常运维、后续必要升级等。在项目实施过程中,从项目管理的角度而言,要做好变更管理,业务的过多变更说明前期的业务调研、业务梳理等工作做的不够细致深入,变更过多会导致需求紊乱,甚至导致蓝图、架构、FDS 等均需重新开始,增加项目失败的风险。
3 落地方案
1)Controllers。对于集团型企业,可对控制器层面做统一标准化的要求,便于后续的数字化建设,如主控层 PLC 可统一使用 Siemens S7-1500 系列,相互间可通过 S7 单边 / 双边通信,进而大幅度减少从控层的开发量,缩短项目上线周期,对于实时性要求高的交互可采用 PROFINET,等时同步模式最快可达 25μs(需配合PROFINET 交换机);对于非标准控制器,可增加扩展板卡(如PROFINET板卡、PROFIBUS DP板卡)进行融合;根据实际产品或业务需求定义标准的 UDT 结构,对数据结构、接口等进行标准化,增加应用配置的灵活性。
2)IoT 层。结合多个成功落地的项目经验,可通过 OPC(配合对应控制器的驱动)连接自动化层,通过RESTFUL 或 MQTT 将自动化层的信息传入 MQ 队列中,由 IT 进行接收处理,IT 处理完后返回的信息传递按相反的流程传递至自动化控制器层。该方式可保证数据交互的实时性、可靠性,此方案性能可靠、稳定性高、资源占用少,具备良好的可复制性。对于该层,若老设备改造代价过高,可选择 OPC 作为兜底方案,也可达到上述目的。
3)SAAS 层。先梳理清楚各系统的业务范围,只有将各系统的业务相互关联打通,才能实现数据的高效集成。如集团、子公司之间的系统较多,融合需要开发的接口较多,建议采用 ESB,减少融合难度,增强系统对接的可靠性、灵活性等。IT 层的数字化融合方面较广,本文主要就紧耦合 MES/MOM 进行论述。
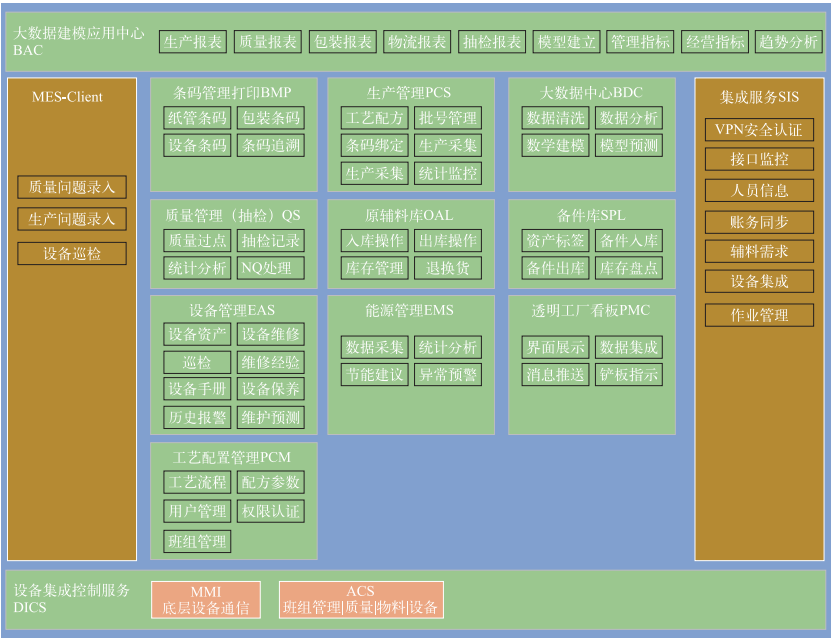
MES/MOM 整体规划与架构如图 2 所示(已上线运行,涉密原因做过删改)。MES/MOM 的实现需先梳理、整合、设计好业务,实施可按“先主后次”的原则:先确定主业务流程,对于影响现场生产的功能优先设计、上线,做好版本管控;次要的功能如报表、PMC 看板、驾驶座舱等,可延后设计、上线。
MES/MOM 也是管理等理念的显化与落地,以“精益生产”为例。以前精益生产的理念是“不制造缺陷,不传递缺陷”,落地可借鉴 ANDON——现场有缺陷时(质量缺陷、物料短缺、设备故障等),通过人工触发按钮、自动触发等方式通知人员及时处理,避免缺陷传递至下一工序,造成非必要停线;现在精益生产的理念是“尽可能缩短产品交付周期”,应注重基础管理、现场管理、各系统的逻辑对接与交互,如做好基础辅料库存管理,随时精准掌握库存现状、进出库情况等,通过 MES 与LES、JIT 等系统的对接,及时协调现场生产物料的需求、及时送达,确保生产节拍。
由图 2 可知,紧耦合 MES/MOM 的成功落地实施是跨学科、跨部门的协同,管理部门涉及仓储、设备管理部、IT 信息部、采购等(部门设置与公司组织架构有关),技术部门涉及生产工艺、自动化、IT、大数据、AI 等。对于企业初次实施 MES/MOM,需是一把手工程,能对所需资源进行统一调度。从业务理解深度、项目风险把控、成本把控、运维深度与自主性等方面考虑,建议自行实施,也可通过项目的成功实施培养一批企业自身业务、技术过硬的队伍。
4 典型示例
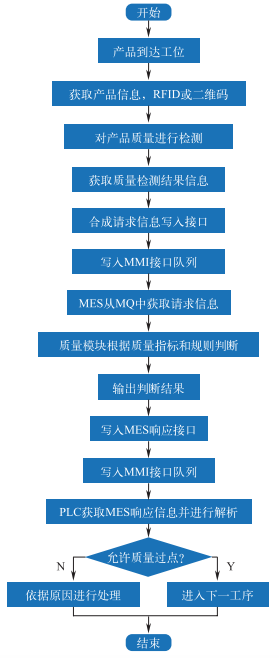
紧耦合 MES/MOM 是否允许质量过点直接影响并控制现场设备的运行与否,技术落地层面涉及软硬件的实现,限于篇幅不进行展开。在 UDT、程序设计时引入MapReduce 技术思路,在已落地的项目中,可根据逻辑位置需要灵活配置,在 Siemens S7-1517 CPU 中配置了124 个质量过点的物理位置(有 RFID 位置)、逻辑位置(无RFID 但是有质量管控需求的工位),CPU 的扫描周期为7~8ms;在压力测试阶段,MES 同时处理 1 000 个质量过点请求可在 15ms 内完成。
5 结束语
结合个人经验,智能制造发展先后应经历的阶段:
①打基础。打好自动化、信息化的基础,结合管理上的改进,充分发挥技术所带来的效率提升,促进“人机料法环”的协同。
②促融合。促进两化融合的实现,打破各处的设备、信息孤岛,落地工业物联网,实现“信息化做决策,自动化做执行”,打通“人财物产销”,初步供应链一体化。
紧耦合 MES/MOM 是在“促融合”阶段要实现的,对于集团型公司,深入研究相应的技术应用,深入分析业务需求及业务的通用性,制定企业相关的技术标准,有利于快速推动紧耦合 MES 项目落地。数字化建设工作不是一蹴而就,需要有一定的基础,MES/MOM 作为数字化建设的核心,从落地角度而言,紧耦合 MES/MOM 要作为主线,结合业务实现“松紧有度”,注重生产数据的积累,在 MES/MOM 中采用工业大数据、AI 为相应环节赋能。
数据蕴含信息,信息归纳知识,数字化建设是一个知识型工作,要将企业的隐性知识变为显性知识。实施 MES/MOM 是一个系统性的工程,通过数字化转型、MES/MOM,形成企业自身的知识,为企业赋能,提升竞争力。
原文刊载于《智能制造》杂志 2022年第6期 作者:浙江恒逸集团有限公司 彭先涛 王鹏
相关新闻
版权声明
1、凡本网注明“来源:中国轻工业网” 的作品,版权均属于中国轻工业网,未经本网授权,任何单位及个人不得转载、摘编或以其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:中国轻工业网”。违反上述声明者,本网将追究其相关法律责任。
2、凡本网注明 “来源:XXX(非中国轻工业网)” 的作品,均转载自其它媒体,转载目的在于信息之传播,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请于转载之日起30日内进行。
4、免责声明:本站信息及数据均为非营利用途,转载文章版权归信息来源网站或原作者所有。