
智能控制硬件系统
2023-04-19 来源: 智造苑
「 1. PLC/PAC系统技术 」
1)PLC技术
(1)基本概念和结构组成。PLC就是常说的可编程控制器(programmable logic controller),最早出现的时间可以追溯到19世纪末。PLC发展到今天已经形成了大、中、小各种规模的系列化产品[1]。除逻辑控制外,PLC大多具有完善的数据运算能力,可用于各种数字控制领域。
PLC的基本结构包括电源、中央处理单元、存储器、输入单元、 输出单元等。
①电源:用于将交流电转换成PLC内部所需的直流电。
②中央处理单元:中央处理器(CPU)是PLC的控制中枢,也是PLC的核心部件,其性能决定了PLC的性能,中央处理器的作用是处理和运行用户程序,进行逻辑和数学运算,控制整个系统使之协调。
③存储器:存储器是具有记忆功能的半导体电路,它的作用是存放系统程序、用户程序、逻辑变量和其他信息。
④输入单元:输入单元是PLC与被控设备相连的输入接口,是信号进入PLC的桥梁,它的作用是接收主令元件、检测元件传来的信号。
⑤输出单元:输出单元也是PLC与被控设备之间的连接部件,它的作用是把PLC的输出信号传送给被控设备,即将中央处理器送出的弱电信号转换成电平信号,驱动被控设备的执行元件。输出的类型有继电器输出、晶体管输出和晶闸管输出3种类型。
(2)工作原理和应用。PLC的工作原理包含3个阶段的内容,即输入采样、用户程序执行、系统输出刷新阶段如图1所示。在输入样阶段中,利用扫描方式对采样数据进行读取,数据存储在输入映像寄存器,在完成数据的输入流程后,会继续转入用户程序中开展下一步的执行输出。对于程序执行阶段,PLC控制器在对用户程序做扫描处理的过程中,始终遵循自上而下的原则,同时在规定的顺序指导下完成核算作业,核算同样也需要按照自上而下的原则。当用户程序执行结束后,PLC控制器就进入输出刷新阶段。在此期间,CPU按照I/O映像区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外部设备。
(1)基本概念和结构组成。PLC就是常说的可编程控制器(programmable logic controller),最早出现的时间可以追溯到19世纪末。PLC发展到今天已经形成了大、中、小各种规模的系列化产品[1]。除逻辑控制外,PLC大多具有完善的数据运算能力,可用于各种数字控制领域。
PLC的基本结构包括电源、中央处理单元、存储器、输入单元、 输出单元等。
①电源:用于将交流电转换成PLC内部所需的直流电。
②中央处理单元:中央处理器(CPU)是PLC的控制中枢,也是PLC的核心部件,其性能决定了PLC的性能,中央处理器的作用是处理和运行用户程序,进行逻辑和数学运算,控制整个系统使之协调。
③存储器:存储器是具有记忆功能的半导体电路,它的作用是存放系统程序、用户程序、逻辑变量和其他信息。
④输入单元:输入单元是PLC与被控设备相连的输入接口,是信号进入PLC的桥梁,它的作用是接收主令元件、检测元件传来的信号。
⑤输出单元:输出单元也是PLC与被控设备之间的连接部件,它的作用是把PLC的输出信号传送给被控设备,即将中央处理器送出的弱电信号转换成电平信号,驱动被控设备的执行元件。输出的类型有继电器输出、晶体管输出和晶闸管输出3种类型。
(2)工作原理和应用。PLC的工作原理包含3个阶段的内容,即输入采样、用户程序执行、系统输出刷新阶段如图1所示。在输入样阶段中,利用扫描方式对采样数据进行读取,数据存储在输入映像寄存器,在完成数据的输入流程后,会继续转入用户程序中开展下一步的执行输出。对于程序执行阶段,PLC控制器在对用户程序做扫描处理的过程中,始终遵循自上而下的原则,同时在规定的顺序指导下完成核算作业,核算同样也需要按照自上而下的原则。当用户程序执行结束后,PLC控制器就进入输出刷新阶段。在此期间,CPU按照I/O映像区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外部设备。
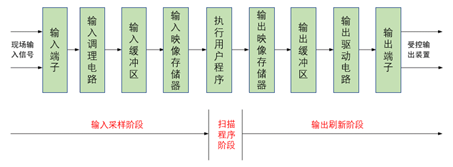
图1 PLC工作原理
PLC技术具有诸多优点:具有较强的可靠性和抗干扰能力、通用性强,控制程序可变、功能强,适用面较广、编程简单,上手难度低、降低控制系统设计和施工的工作强度并且体积和重量具有明显优势。
PLC技术在电气设备自动化控制系统中的应用有以下几个方面:
①PLC技术在控制模拟量中的应用。在实际的工业生产中存在例如温度、流速、压强、液位等连续变化的模拟量,应用PLC技术能够实现模拟量与数字量进行互相转换,即A/D和D/A转换,使模拟量可以转换成能够被记录和追踪的数字量,这样一来就能够控制模拟量,同时PLC对模拟量也可以进行监控。
②PLC技术在开关量控制中的应用。PLC技术在控制系统中不断实践和应用的整个过程,关键是利用编程存储器代替继电器,从而实现对机械设备的控制。
③PLC技术在闭环控制系统中的应用。将PLC技术应用于电机启动系统闭环控制中,能够实现系统的自动化甚至智能化控制,不仅控制效率得到了提升,而且还更好的保障了闭环控制系统的稳定性。
2)PAC技术
(1)基本概念。PAC(可编程化自动控制器,programmable automation controller)的概念定义为:控制引擎的集中,涵盖PLC用户的多种需要,以及制造业厂商对信息的需求。PAC包括PLC的主要功能和扩大的控制能力,以及PC-based控制中基于对象的、开放数据格式和网络连接等功能。从技术层面分析,PAC是一种总线型分布式控制系统,PAC系统总线技术作为工业现场的一种通信方式,具有传输速度快、数据量大、易于扩展安装和维护等优点[2]。
(2)技术特点。PAC的技术特点:PAC结合了PC的处理器、内存及软件,并且拥有PLC的稳定性、坚固性和分布式本质,PAC采取开放式结构,使用COTS(commercial of the shelt),也就是它是选用市面上已经成熟可用的产品组合成PAC平台。它具有如下优势:
①提高生产率和操作效率。一个通用轻便控制引擎和综合工程开发平台允许快速地开发、实施和迁移;且由于它的开放性和灵活性,确保了控制、操作、企业级业务系统的无缝集成,优化了工厂流程。
②降低操作成本。使用通用、标准架构和网络,降低了操作成本,让工程师们能为一个体现成本效益、使用现货供应的平台选择不同系统部件,而不是专有产品和技术。
③使用户对其控制系统拥有更多控制力,使用户拥有更多灵活性来选择适合每种特殊应用的硬件和编程语言,以他们自己的时间表来规划升级,并且可在任何地方设计、制造产品。
3)PAC与PLC的主要区别
①PAC的性能是基于它的轻便控制引擎和标准、通用、开放的实时操作系统、嵌入式硬件系统设计以及背板总线。
②PAC采用通用的实时操作系统,采用标准、通用的嵌入式硬件系统结构设计,其处理器可以使用高性能CPU。
③PAC系统的编程软件为同一平台,包括逻辑控制、运动控制、过程控制和人机界面等各功能。
综上所述,高新技术快速发展的背景下,PLC技术应运而生并实现了广泛的应用。将先进的PLC技术应用于电气工程自动化控制领域,解决了传统技术存在的诸多的不足。同时新一代控制系统PAC已经在我国机械、冶金、化工、水处理、交通等行业的自动化控制中得到了应用,效果良好。
「 2. DCS系统技术 」
1)基本概念
DCS是集散控制系统(distributed control system)的简称,也可直译为分散控制系统或分布式计算机控制系统。它是相对于集中式控制系统而言的一种计算机控制系统,综合了计算机,通信、显示和控制等技术,其基本思想是分散控制、集中操作、分级管理、配置灵活以及组态方便[3]。
1)基本概念
DCS是集散控制系统(distributed control system)的简称,也可直译为分散控制系统或分布式计算机控制系统。它是相对于集中式控制系统而言的一种计算机控制系统,综合了计算机,通信、显示和控制等技术,其基本思想是分散控制、集中操作、分级管理、配置灵活以及组态方便[3]。
DCS控制系统是由计算机技术、信号处理技术、测量控制技术、通信网络技术和人机接口技术相互发展渗透而产生的。它既不同于分散的仪表控制系统,又有别于集中式计算机控制系统,而是在吸收了两者的基础上发展完善起来的一门系统控制技术。
2)结构组成
DCS的结构是一个分布式系统,从整体逻辑结构上讲,是一个分支树结构。其纵向结构分为过程控制级、控制管理级和生产管理级三级递阶结构。整个系统由3部分组成,即集中管理部分、分散控制检测部分和网络通信部分。系统结构图如图2所示。
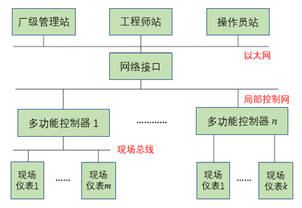
图2 DCS系统结构图
(1)集中管理部分。集中管理部分包括工程师站、操作员站和上位机。
①工程师站:负责系统的管理、控制组态、系统生成与下装;
②操作员站:人机接口,由PC系统负责生产工艺的控制、过程状态显示、报警状态显示、实时数据和历史数据的显示打印等。
③上位机:即管理计算机,它实现生产调度管理、优化及计算、生产经营管理与分析决策等层次的管理和计算。
(2)分散控制部分。分散控制部分的功能是:
①现场检测模拟量、数字量和脉冲量的输入输出并进行转换处理;
②各种控制回路的运算;
③控制运算结果的直接输出。
(3)网络通信部分。网络通信部分包括局域网和控制网络以及网络间的接口网关设备,可实现各种功能站之间的数据、指令的通信传输。
3)特点及应用
DCS控制系统是采用标准化、模块化和系列化设计,由过程控制级、控制管理级和生产管理级所组成的一个以通信网络为纽带的集中显示操作管理,控制相对分散,具有灵活配置、组态方便的多级计算机网络系统结构。
随着DCS的性能提高、功能增强、价格下降、产品系列增多,其市场销售量逐年增长。据统计,我国化工和石化企业应用DCS最为普遍,有100%的大型乙炔厂,95%的大型氨厂都安装了DCS控制系统尤其是所有新建的化工装置,不论规模大小,都无一例外地采用了DCS控制系统。
②操作员站:人机接口,由PC系统负责生产工艺的控制、过程状态显示、报警状态显示、实时数据和历史数据的显示打印等。
③上位机:即管理计算机,它实现生产调度管理、优化及计算、生产经营管理与分析决策等层次的管理和计算。
(2)分散控制部分。分散控制部分的功能是:
①现场检测模拟量、数字量和脉冲量的输入输出并进行转换处理;
②各种控制回路的运算;
③控制运算结果的直接输出。
(3)网络通信部分。网络通信部分包括局域网和控制网络以及网络间的接口网关设备,可实现各种功能站之间的数据、指令的通信传输。
3)特点及应用
DCS控制系统是采用标准化、模块化和系列化设计,由过程控制级、控制管理级和生产管理级所组成的一个以通信网络为纽带的集中显示操作管理,控制相对分散,具有灵活配置、组态方便的多级计算机网络系统结构。
随着DCS的性能提高、功能增强、价格下降、产品系列增多,其市场销售量逐年增长。据统计,我国化工和石化企业应用DCS最为普遍,有100%的大型乙炔厂,95%的大型氨厂都安装了DCS控制系统尤其是所有新建的化工装置,不论规模大小,都无一例外地采用了DCS控制系统。
「 3. FCS过程控制系统技术 」
1)基本概念
FCS(fieldbus control system,现场总线控制系统)是一种基于DCS/PLC发展起来的新技术,实现了从控制室到现场设备的双向串行数字通信总线连接,FCS中的“现场”更多的是指现场中的设备,不是指具体的位置[4]。
2)技术特点
FCS在工控化领域的技术特点主要有以下几个方面:
①增强了现场信息的集成能力。FCS技术的应用和大力推广,提高了工控领域在现场对被控对象的控制和协调能力,特别是用户能够通过现场的总线从被控设备中获取大量极其具有价值的数据信息。
②具有开放性、互换性、可操作性等优势。FCS跟DCS区别之一,就是它通信协议的对外开放性,其结果是有利于不同系统网络之间的互联,彼此能够建立起通信机制。由于现场总线控制系统中的设备都具有相同标准的总线协议,这样由现场总线控制的设备都具有了互换性和可操作性的特点,从而减少了用户的备品备件,节省了设备的维护成本。
③具有可靠性高和可维护性好的特点。如果要确保整个系统能够安全的运行,系统就要实时的对现场所有被控设备进行不停的检测和诊断,且这种诊断方式必须是在线的模式。另外,系统在对生产现场设备进行远程操作和监控期间,所有现场的控制参数都是预先设置好的,如果系统检测到故障,马上在线修改参数值,这充分体现了FCS可维护性的特点。
FCS技术从开始在工控领域推广,尤其在石油化工行业应用之后,其逐步在世界工业大范围得到应用和推广。FCS现场总线控制技术在相关选矿企业中深入应用,对企业发展有重要的作用。FCS技术经过实践证明,现场总线模式为工控领域控制系统带来很多益处。尤其是在环境恶劣的场所,FCS充分发挥了其独有的抗干扰能力强、数据传输快且准确无误等技术特点。
参考文献
[1] 刘敏,等. 智能制造[M]. 北京:清华大学出版社, 2019.
[2] PERUZZINI M, PELLICCIARI M. A framework to design a human-centred adaptive manufacturing system for aging workers[J]. Advanced Engineering Informatics,2017.
[3] 朱文海,施国强,林廷宇. 从计算机集成制造到智能制造:循序渐进与突变[M].北京:电子工业出版社,2020.
[4] CZERNIAK J N,BRANDL C,MERTENS A. Designing human-machine interaction concepts for machine tool controls regarding ergonomic requirements[J]. IFAC PapersOnLine,2017 (1).
引自:《智能制造装备基础》(作者:吴玉厚、陈关龙、张珂、赵德宏、巩亚东、刘春时)
相关新闻
版权声明
1、凡本网注明“来源:中国轻工业网” 的作品,版权均属于中国轻工业网,未经本网授权,任何单位及个人不得转载、摘编或以其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:中国轻工业网”。违反上述声明者,本网将追究其相关法律责任。
2、凡本网注明 “来源:XXX(非中国轻工业网)” 的作品,均转载自其它媒体,转载目的在于信息之传播,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请于转载之日起30日内进行。
4、免责声明:本站信息及数据均为非营利用途,转载文章版权归信息来源网站或原作者所有。