
数据驱动的业务场景
2023-08-28 来源: 智造苑
「 1. 智能产品设计 」
1)业务描述
现代鞋子是一个从大批量通用化设计到大数据驱动个性化设计的典型案例。相比较传统鞋子,智能鞋子是一款完全基于人体全数据开发的个性化产品,同时能够兼顾企业的大规模制造要求。根据数据驱动产品大规模个性化设计方法框架,整款产品设计分为全数据采集、数据驱动创新设计、虚拟样机展示、物理样机测试、产品制造与配送、产品使用检测6个环节。
2)解决方案
针对数据驱动的产品大规模个性化智能鞋子设计的需求,以流程为导向,建立了相应的研究框架,如图1所示。该研究框架主要内容包含以下环节:
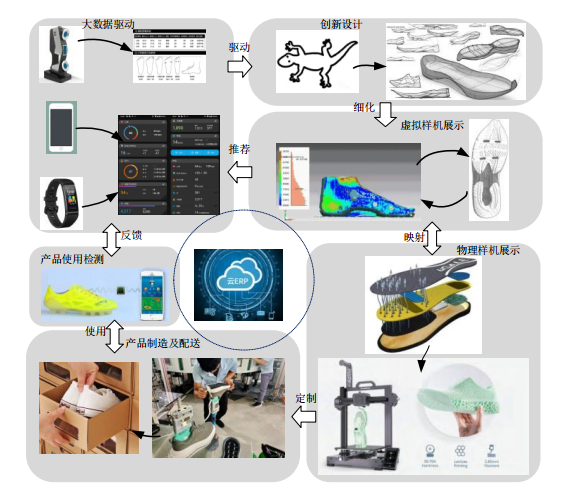
图1 数据驱动鞋子产品个性化设计案例
(1)针对个性化设计通过市场调研对数据来源进行分类,并对数据获取渠道进行遴选及其数据特点进行分析。
(2)通过结合自然语言处理、机器学习、神经网络、关联规则等算法对数据进行切割、打标、匹配,分别利用统计方法及时间序列对变量进行评价及预测。
(3)考虑到产品创新性及详细设计阶段参数优化的需要,融合质量屋、创新方法、价值理论、结构矩阵等设计方法及参数优化、模块设计等优化方法,结合前述数据分析结果对个性化设计过程中的功能、原理及结构进行映射,对最终设计方案进行评价,并推荐给用户,以得到反馈。
(4)设计过程还会融合多样化展示功能,即通过虚拟仿真、虚拟样机、3D打印等多样化手段提高设计过程的展示性,进一步改善设计过程的人机交互性,提高设计效率。
(5)为了实现数据驱动与产品设计的有效融合,最后构建开放式设计平台生态系统,该系统可以同时融合数据端和设计端,具有多样化接口,不仅可以实现多源异构数据的输入输出及存储,还能够实现多模态数据的并行处理,而且支持多样化设计理论模块协同的功能,实现设计过程的兼容性,通过针对方案需求,具有数字孪生建模的能力。
3)应用情况
(1)全数据采集。通过位移传感器、脚型扫描仪、电商网络爬虫等手段采集用户基本数据、偏好数据、脚步运动数据、运动者生理数据等个性化信息,最终生成涵盖脚部全部外形尺寸及人体全天候运动数据库。
(2)数据驱动创新。鞋子的设计过程中需要解决触地摩擦力、舒适性、鞋底弯曲力等方面的问题,同时需要规避竞争对手的专利雷池,为此利用爬行动物仿生学知识库、科学效应库、企业数据库等解决鞋子的技术矛盾问题,进而实现产品创新。同时兼顾产品制造成本,对颜色及鞋底参数进行调整,在满足个性化需求的基础上,尽量提高产品通用性水平。
(3)虚拟样机展示。在早期设计方案的基础上,结合CAD二维及三维技术构建鞋子的虚拟样机,并通过CAE技术及虚拟现实技术构建鞋子的数字孪生模型,通过多路况、多场景、多人群的仿真测试,对鞋子的参数进行调整,并映射到实体模型中。
(4)物理样机测试。与虚拟样机模型相对应的是物理样机,通过3D打印技术及智能装配系统实现样品快速成型,并融合多类型传感器,对样品进行实际测试,最大化保证设计方案的可靠性。测试数据会即时传输到云端系统,并对虚拟样机模型进行即时调整,提高研发效率。
(5)产品制造及配送。针对不同参数的产品,利用柔性制造系统对鞋子进行粘贴、填充、传感器嵌入、包装等,并对不同产品的包装规格进行设计,例如针对鞋子复杂形状的特点,采取泡沫填充的方法,一方面保证了封装的贴合性,另一方面降低了包装的成本,从物流上进一步降低成本。
(6)产品使用检测。通过在智能鞋子中嵌入传感器,借助移动终端可以即时收集用户的运动及人体数据,并反馈到产品研发、制造中心,对现有产品状况进行反馈,同时可以对鞋子参数进行调整,使其能够进一步贴合用户实际需求,从产品智能化角度实现个性化设计。
「 2. 智能生产调度 」
以结构件生产调度为应用背景,由于在实际的结构件生产管理过程中车间资源、任务多,工艺约束复杂,调度方案的制定仍主要依赖于人工经验,导致原调度方案难以按期执行,通过人为调整后的调度方案其整体性能又变得不可控。因此,亟需综合应用数据技术,提高结构件生产调度优化水平,确保调度过程的有效性和鲁棒性。具体智能生产调度的解决方案流程框架如图2所示。

图2 智能生产调度的解决方案流程框架
(1)通过在工厂现场部署物联网,运用传感器、PLC、监控设备、数字化测量设备、RFID等数据感知技术,对整个结构件生产过程的物料清单表(BOM)、零部件型号等产品数据,人员配置和设备信息等资源数据,以及配套的物料、工装、人员等生产现场相关数据进行全面采集。
(2)利用数据清洗、数据转换、数据集成、数据归约等数据预处理方法提高所感知的生产数据的质量,并将其组织成合理的数据形态。并通过对航天结构件产品、设备、人员等关键要素进行数字孪生建模,构建工厂数字孪生模型,利用所感知且预处理后的生产数据驱动孪生工厂对物理工厂生产运行的实时映射与虚实交互。
(3)在工厂数字孪生模型支撑下,针对航天结构件生产过程涉及工序多、设备多、工艺类型多样等特点,对影响的调度方案性能的千余个工序参数,可以利用基于SHAP值度量的数据相关分析方法,识别关键生产参数识别方法。此外,可以利用核密度函数建立不确定性参数区间的数据统计方法,构建调度过程的约束规划模型,分析调度优化目标对生产参数变化的敏感性,为调度评价和鲁棒优化提供关联基础。
(4)在数据分析基础上,建立表示调度方案结构特征的拓展析取图,设计基于条件图卷积网络结构的数据挖掘技术,以工厂数字孪生模型形成训练数据,描述不确定性影响沿不同维度的信息传递过程,实现调度方案的鲁棒性评价。综合利用关键参数区间分布与调度方案评价方法,主要考虑产品的最大完工时间、工序开始时间偏离度和交付时间偏离度三个调度鲁棒性指标,设计满足工艺约束、提高调度鲁棒性的动态师徒进化算法(DMAE),实现不确定环境下航天结构件生产过程的持续动态优化。
(5)针对调度方案及其执行过程,利用数据可视化技术进行生动形象地交互展示。同时,利用数据分布式存储与云计算,支撑工厂数字孪生模型动态仿真与实时分析,并利用数据加密、备份与还原技术,保障在航天企业的安全可控应用。
基于上述提出的智能生产调度解决方案,根据某航天制造企业结构件加工车间2020年6—12月的投产计划进行鲁棒调度排产和应用效果验证。在验证工厂数字孪生模型有效性的基础上,根据各型号产品生产过程历史数据,通过设置关键参数比重(测试中选择50%)选择关键参数,再根据参数类型通过核密度方法确定其柔性不确定区间范围(分别测试了70%和80%置信水平下的区间范围);以生产参数的柔性不确定区间为输入,选择仿真训练得到的条件图卷积网络模型作为调度方案鲁棒性评价的代理模型;调用DMAE算法,设置算法参数,最终生成鲁棒调度方案。针对测试区间内的5类结构件产品,对比实际调度方案,统计结果如图3所示。
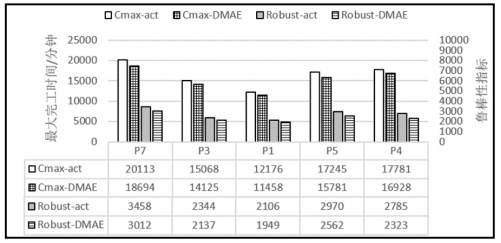
图3 智能生产调度性能分析
其中,Cmax-act表示实际调度方案对应的最大完工时间,Cmax-DMAE表示由数据技术使能下得到的鲁棒调度方案对应的最大完工时间,Robust-act表示实际调度方案对应的鲁棒性指标值(工序开始时间偏离度+交付时间偏离度),Robust-DMAE表示由数据技术使能下得到的鲁棒调度方案对应的鲁棒性指标值。可以看出,由智能生产调度解决方案得到的鲁棒优化解在最大完工时间和鲁棒性两个优化指标方面均全面优于实际调度方案,有效提升了航天结构件生产系统的效率和鲁棒性。
「 3. 智能物流规划 」
以晶圆制造厂中的Intrabay物料运输配送系统为应用场景,如图4所示。该系统具有大规模、随机、实时性和多目标等特征。考虑物料搬运过程中的临时性堵塞、晶圆卡搬运死锁和晶圆卡的工序间时效性约束,传统的物料配送系统以晶圆卡被小车搬运时间、晶圆卡总的运输时间、运输小车搬运量、运输小车利用率、晶圆产出量、晶圆加工周期、Intrabay系统在制品和晶圆交货期满足率等为优化目标,进行实时、多目标的物流配送优化。该系统能够在一定程度上满足Intrabay物料运输配送系统的需求,但仍存在着响应速度不足、鲁棒性较低等问题。
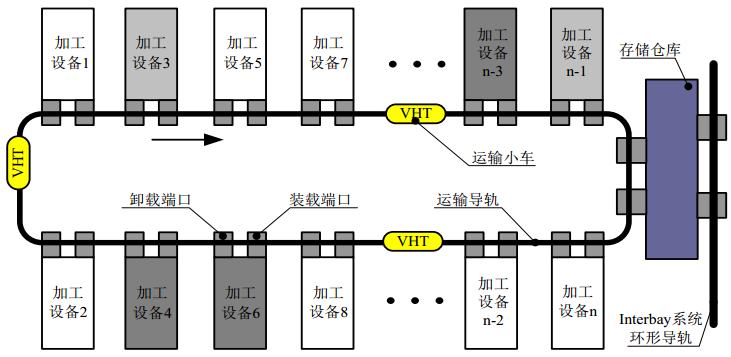
图4 Intrabay物料运输系统布局
因此,需要通过图5所示数据技术的综合应用,突破传统方法所面临的不足,提高Intrabay物料运输配送系统的效率和鲁棒性。
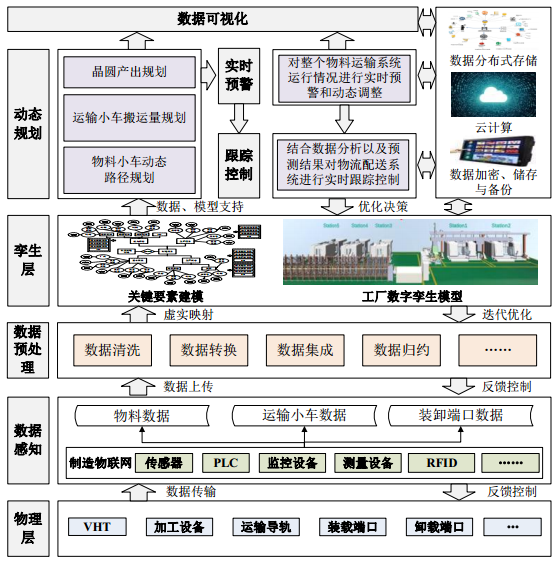
图5 智能物流配送系统
(1)数据感知技术将智能传感器、智能仪表、RFID读写器和二维码扫描仪等部署在Intrabay物料运输系统的运输导轨、存储仓库、加工设备装/卸端口和运输小车上,对相关设备和物料进行实时的数据采集。
(2)利用数据清洗、数据转换、数据集成、数据归约等数据预处理方法提高所采集的物流过程数据的质量,并将其组织成合理的数据形态,同时对参与物流配送过程中的要素进行数字孪生建模,构建工厂数字孪生模型中的物流配送部分,利用实时数据传送与处理形成物理工厂中物流配送的数字映射,实现动态、实时的虚实交互。
(3)在数字孪生模型的支撑下,针对Intrabay物料运输系统的时效性、随机性和多目标等特征进行实时监控,并利用相关算法进行动态规划,比如物料小车的动态路径规划、运输小车搬运量的规划、晶圆的产出规划等。
(4)在实时数据传输和分析的基础上,对整个物料运输系统的运行情况进行多步预测,实现实时预警和动态调整,以此提高整个系统的鲁棒性。
(5)根据数据分析以及预测的结果,对物流配送系统进行实时跟踪控制,并将控制后的结果反馈给数字孪生模型系统,同时利用数据可视化技术进行实时生动形象地交互展示。整个智能配送过程成中的所有要素数据,将通过分布式储存和云计算技术进行加密、储存和备份,便于后续的事故还原和故障排查,形成智能物流配送系统的闭环运行。
「 4. 智能工艺规划 」
1)业务描述
以复杂航天薄壁件的制造为背景介绍数据驱动的智能工艺规划技术。目前在航天结构件的数控加工工艺编制阶段,亟需转变现有的“二维工艺为主,三维模型为辅”数控加工工艺编制模式,推进建模过程的三维数字化、自动化和智能化,提升数控加工工艺的编制效率和质量。
2)解决方案
围绕制造特征识别、工艺模型重用、加工路径规划等存在的难点,建立航天产品结构件的三维数控加工工艺模型快速生成体系架构。如图6所示,整个体系的输入为新零件的三维设计模型和已有的工艺模型案例库,最终生成的三维数控加工工艺模型。
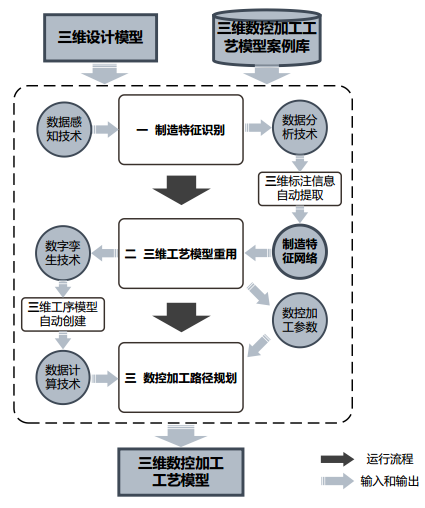
图6 三维数控加工工艺模型快速生成方法体系
(1)设计航天结构件基于层次式属性邻接矩阵的混合相交特征识别方法。三维数控加工工艺模型的快速生成要求对结构件上数量庞大的数控加工对象——制造特征——实现自动的识别与提取,利用数据感知技术中多传感器和数据采集技术,以层次式属性邻接矩阵对航天产品结构件包含的典型制造特征进行全面的信息描述,在此基础上设计针对凹-凸混合相交特征的识别算法,最终输出特征识别结果到后续环节。将制造特征识别结果与三维标注自动提取结果相结合,可以构建与每个零件一一对应的制造特征网络,并以其为索引建立三维数控加工工艺模型案例库,从而支持工艺经验的积累和工艺信息的重用。
(2)构建基于制造特征网络的三维数控加工工艺模型重用方法。制造特征网络全面描述了零件的形状结构、设计尺寸、公差、表面精度等影响工艺决策的信息,因此,提出基于制造特征网络的工艺模型检索方法,通过制造特征网络的相似性匹配为成组加工工序序列、制造资源配置方案和数控加工参数的重用提供参考。制造特征的成组加工工序序列确定后,通过数字可视化的自动建模技术,快速创建每道工序对应的三维工序模型,作为NC编程的数字孪生参考模型,连同数控加工参数的重用结果输入到第三部分中。
(3)生成大规模腔体特征集合的数控加工路径智能规划方法。数控加工对象的加工表面可通过制造特征识别自动获取,相似零件的数控加工参数可以重用,但由于局部结构的差异,每道工序的NC程序需要重新编制。因此,提出大规模制造特征网络的数控加工路径规划计算方法,着重研究较为复杂的壁板加工路径优化问题,利用数据计算平台快速优化并生成其NC程序,最终完成整个三维数控加工工艺模型的构建。
3)应用情况
通过三维数控加工工艺模型快速生成方法体系的优化,壁板零件制造特征识别的效果图如图7所示。通过点击“加工特征”菜单栏的特征识别按钮,通过MFC窗口显示结构件制造特征识别结果,界面展示信息包含特征编号、判定类型、所含表面的编号等。通过点击对应特征编号还可获得构成制造特征面组具体信息,如底面、侧面等相关信息。同时,界面集成了选定特征高亮显示、全部特征高亮显示等功能,在点选特征时,可以高亮显示壁板上所有104个被识别的腔体特征。
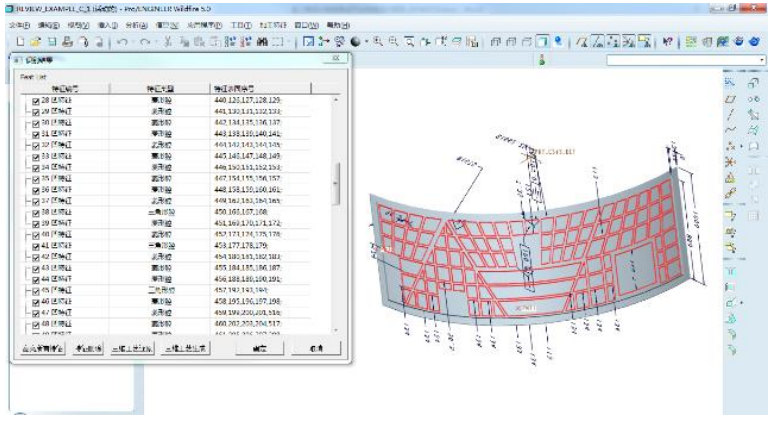
图7 壁板零件特征识别效果图
「 5. 产品质量控制 」
1)业务描述
以纺织面料的质量控制为例。在纺织行业,复杂花纹面料造价不菲,其疵点将直接影响布匹的价格与质量。疵点检测困难问题是行业里的公认难题,采用人工肉眼检测的方式不仅耗费人力物力,而且容易由于人的用眼疲劳造成漏检,面料疵点的在线检测在织造过程中边织边检,通过机器视觉检测的方式可以有效应对此问题。
2)解决方案
(1)针对面料疵点受复杂纹理背景信息干扰、缺陷形态多样性、检测实时性要求高等难点,建立数据驱动的复杂花纹面料缺陷检测方法。如图8所示,首先需要通过数据采集技术获得花纹面料的疵点数据,再通过数据挖掘技术实现疵点检测。
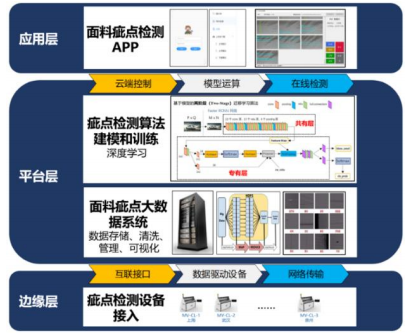
图8 数据驱动的复杂花纹面料缺陷检测方法
(2)针对花纹面料的疵点检测问题,设计基于视觉传感器的感知方案,采集面料图像信息。图像采集装置如图9所示,包含一台高速线扫描相机,面料输送机构、人机交互系统等。在采集图像的基础上,通过数据标注、数据匹配等方法,对数据进行预处理。

图9 面向面料疵点检测的数据采集
(3)在数据采集与处理的基础上,提出基于深度学习的复杂花纹面料疵点与背景纹理分离方法,通过产品缺陷图像采样匹配获取背景纹理先验信息,也就是最小周期花纹模板,在第一阶段进行花纹模板图像的准确定位,在第二阶段实现花纹模板图像的精准截取。提取与分离面料疵点与背景纹理特征,降低背景纹理噪声对疵点检测的干扰。
所提出的数据挖掘模型可根据不同形态缺陷选择性采样,提取缺陷形态特征。在提取缺陷特征时,针对多形态疵点研究自适应特征提取要求,在卷积神经网络的基础上,引入带选择性采样机制的疵点特征提取方法,设计不同形态缺陷下特征提取算子的差异化学习机制,实现不同形态疵点信息的高效提取,保证检测模型的精度。
3)应用情况
通过数据驱动的复杂花纹面料缺陷检测方法,复杂花纹面料疵点与背景纹理分离的效果如图10所示。
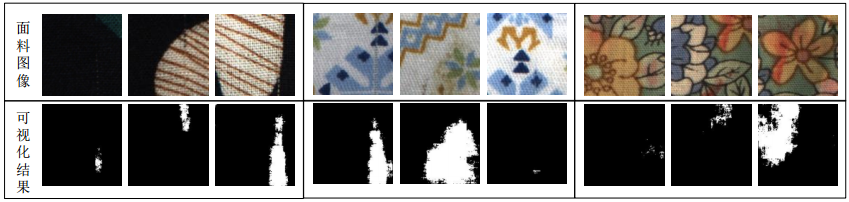
图10 三种复杂花纹面料疵点与背景纹理分离效果
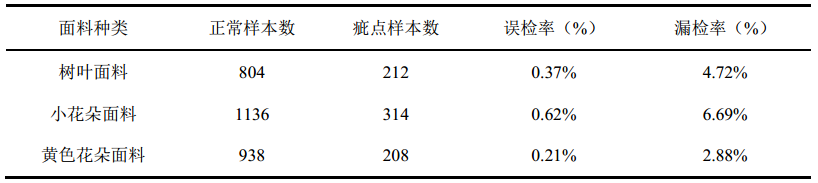
采用提出的基于花纹特征点位置分析的面料花纹模板图像定位方法,首先消除由于图像花纹全局图像相似导致的错误匹配点经过算法处理后,可以在最小周期模板中确定待检面料的花纹模板图像位置。再利用局部三角形相似性比对对局部错误匹配点进行消除,再对截取到的花纹模板区域进行形变消除处理,得到表1所示的面料花纹图像匹配结果。总体而言,系统检测误检率保持在1%以下,漏检率保持在10%以下,满足了复杂花纹面料疵点检测准确率的要求。
表1 印花面料实际检测结果表
引自:《数据技术基础》(作者:张洁、吕佑龙、张朋、汪俊亮)
相关新闻
版权声明
1、凡本网注明“来源:中国轻工业网” 的作品,版权均属于中国轻工业网,未经本网授权,任何单位及个人不得转载、摘编或以其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:中国轻工业网”。违反上述声明者,本网将追究其相关法律责任。
2、凡本网注明 “来源:XXX(非中国轻工业网)” 的作品,均转载自其它媒体,转载目的在于信息之传播,并不代表本网赞同其观点和对其真实性负责。
3、如因作品内容、版权和其它问题需要同本网联系的,请于转载之日起30日内进行。




